


产品详细介绍
以下是:锯床全自动钢筋笼滚焊机经久耐用的产品参数
导读 锯床全自动钢筋笼滚焊机经久耐用,建贸机械设备有限公司专业从事锯床全自动钢筋笼滚焊机经久耐用,联系人:胥经理,电话:18539023766、18539023766,QQ:313891025,发货地:许昌石象镇工业园发货到黑龙江省 黑河市 爱辉区、嫩江市、逊克县、孙吴县、北安市、五大连池市,以下是锯床全自动钢筋笼滚焊机经久耐用的详细页面。 黑龙江省,黑河市 黑河市历史悠久。据考古证明,早在旧石器时期就有人类在此地活动,形成本地古代土著民族的基础。1993年2月8日,黑河撤地设市。以黑龙江主航道中心线为界,与俄罗斯远东第三大城市—阿穆尔州首府布拉戈维申斯克市隔黑龙江相望,是中俄边境线上一对规模、规格、功能全、距离近的对应城市,近处相距仅750米。黑河市人文资源丰富,境内有爱辉古城城遗址、金代古城遗址、孙吴战争遗迹、历史人物活动遗址及少数民族风情等实体类型。
为了让您更地了解我们的锯床全自动钢筋笼滚焊机经久耐用,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:锯床全自动钢筋笼滚焊机经久耐用的图文介绍


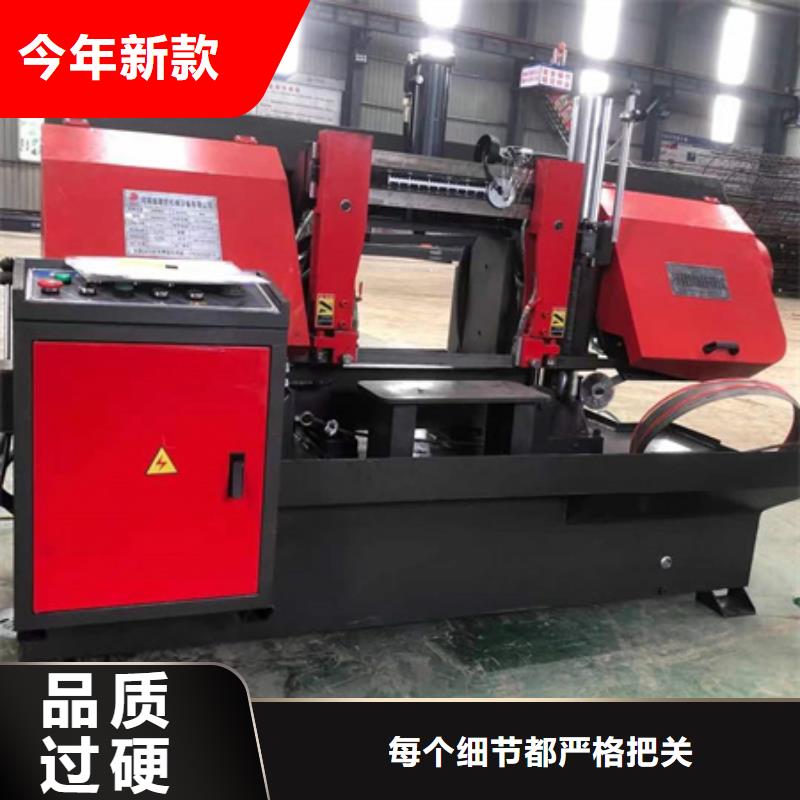
金属带锯床型号 GB4220金属带锯床参数
切削范围(mm) 200-200×200
锯带规格(mm) 2650×27×0.9
锯带线速(mm/min) 27、45、69
工作夹紧方式 液压
主电机功率(kw) 1.5
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸(mm) 1300×800×1100
所售的机床均为,并由数控机床为你提供产品的售后服务。数控机床品牌所有产品均享受一年的产品质量保障。我单位的设备出厂产品按照 标准,行业标准 ,确保产品运行的可靠性,稳定性,性及各项精度。



黑龙江黑河钢筋笼盘丝机基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.



带锯床液压油的含水率。假设液压油呈乳白色,气味没变,说明混入水分过多。取少数液压油滴在火热的铁板上,若宣布“叭叭”声,说明富含水分。此刻,应替换新油。液压油的氧化程度。假设液压油色彩呈黑褐色并有恶臭味,说明现已氧化。褐色越深,恶臭味越浓,说明氧化的程度越凶猛。此刻,应替换新油。
液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。
当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。
液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。
当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。



锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。



在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。替换新配件的质量合格。安装后呈现毛病的问题比较常见。在替换配件前,有些修补人员对新配件不做技能查看,拿来后直接安装到带锯床上,这种做法是不科学的。在替换新配件前一定要进行必要的查看测试,检测包含外观及功能测试,保证新配件无毛病,根绝其引起的不必要费事。
总结今年在黑龙江省黑河市购买锯床全自动钢筋笼滚焊机经久耐用有了新选择,建贸机械设备有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的锯床全自动钢筋笼滚焊机经久耐用产品。如需购买或咨询,请随时联系我们,联系人:胥经理-18539023766,QQ:313891025,地址:石象镇工业园。